-
 磨料磨具行业新标准一、国家鼓励制定团体标准2015年3月国务院颁布了《深化标准化工作改革方案(简称改革方案)》,其中提出了标准化改革的一项重要
磨料磨具行业新标准一、国家鼓励制定团体标准2015年3月国务院颁布了《深化标准化工作改革方案(简称改革方案)》,其中提出了标准化改革的一项重要 -
 机床工业发展的四个主要动力从范围来看,过去40年来机床工业的主要发展动力可归纳为“四大红利”,即改革红利,公开红利,发展红利和人口红利。1.改革红
机床工业发展的四个主要动力从范围来看,过去40年来机床工业的主要发展动力可归纳为“四大红利”,即改革红利,公开红利,发展红利和人口红利。1.改革红 -
 通过数控机床的自主创新初次突破250,000台2011年我国机械工业累计实现工业总产值16.89万亿元,同比增长25.06。全年实现利润总额12013亿元,同比增长21.14。在列入快报统
通过数控机床的自主创新初次突破250,000台2011年我国机械工业累计实现工业总产值16.89万亿元,同比增长25.06。全年实现利润总额12013亿元,同比增长21.14。在列入快报统 -
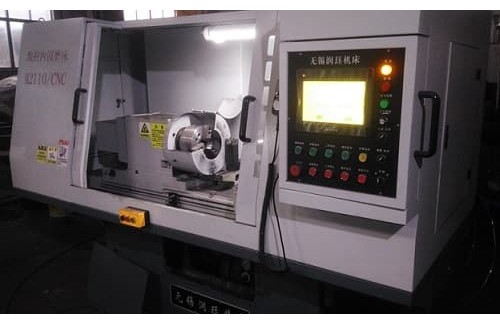
 数控机床出现问题怎样找到并排除数控机床维修首先要知道故障所在的部位,将可能会出现故障的部位一一排除,找出故障所在和原因才能进一步的维修,但是并不是所有
数控机床出现问题怎样找到并排除数控机床维修首先要知道故障所在的部位,将可能会出现故障的部位一一排除,找出故障所在和原因才能进一步的维修,但是并不是所有
工件加工时的注意事项
2012年08月02日 15:49
台湾永进机械工业股份有限公司
1.机床工作前,开机热身10分钟方可下刀;
2.工件加工时应重新检查程序下刀点,刀具大小是否与程序单符号统一(Z.J.K),做到加工规迹心中有数。特别是刀具千万不可拿错,造成报废。如有异立即与编程者一同检讨,操机者不得随意加工;
3.工件加工时应有意识试刀,特别是大工件(程序单必须写明尺寸)**刀走完要用卡尺检验座标是否中心,造成错位报废;
4.大镶件或大铜公(100MM以上)加工(一般要按中心分),若有特殊原因要偏座标,一定得考虑工件的垂直度是否在加工范围内,以免加工不出,造成报废;
5.对刀具是否可加工要心中有数,认为不合理可提出改刀路换刀具。深型腔加工特别是精加工要随时检查刀具的磨损度,适时停机转刀片。钨钢刀可听声音、加工光洁度来判别是否要磨刀;
6.毛料中途加工或淬火后加工中连续碰掉刀片(不应超过两片),应立即停机检讨,根据实际情况改变加工工艺或改正刀路轨迹;
7.加工中途应适时清理床身铁屑,特别是拖板上铁屑,避免顶死,造成拖板卡死脱节报费,特别是M55型Y方向与Z方向交汇处空间设计不够高,更应多清理为好;
2.工件加工时应重新检查程序下刀点,刀具大小是否与程序单符号统一(Z.J.K),做到加工规迹心中有数。特别是刀具千万不可拿错,造成报废。如有异立即与编程者一同检讨,操机者不得随意加工;
3.工件加工时应有意识试刀,特别是大工件(程序单必须写明尺寸)**刀走完要用卡尺检验座标是否中心,造成错位报废;
4.大镶件或大铜公(100MM以上)加工(一般要按中心分),若有特殊原因要偏座标,一定得考虑工件的垂直度是否在加工范围内,以免加工不出,造成报废;
5.对刀具是否可加工要心中有数,认为不合理可提出改刀路换刀具。深型腔加工特别是精加工要随时检查刀具的磨损度,适时停机转刀片。钨钢刀可听声音、加工光洁度来判别是否要磨刀;
6.毛料中途加工或淬火后加工中连续碰掉刀片(不应超过两片),应立即停机检讨,根据实际情况改变加工工艺或改正刀路轨迹;
7.加工中途应适时清理床身铁屑,特别是拖板上铁屑,避免顶死,造成拖板卡死脱节报费,特别是M55型Y方向与Z方向交汇处空间设计不够高,更应多清理为好;








 鲁公网安备 37030402001359号
鲁公网安备 37030402001359号